Технология процесса пассивации нержавейки
Невозможно подобрать универсальный техпроцесс обработки изделий из нержавстали. Формы, объемы, условия эксплуатации, материал изготовления и особенно качество изготовления и качество сварных швов — все эти параметры должны учитываться при составлении технологической карты пассивации того или иного изделия.
В Российской, а точнее в Советской, истории пассивация в обязательном порядке производилась методом окунания изделия в расплав едкого натра. Это самый эффективный способ химической пассивации изделий из нержавстали. Но этот метод требовал огромного объёма ванн и больших тепло затрат. Такой способ пассивации если и остался, то только на заводах, выпускающих прокат трубы, листы и т.д. В современных условиях без проведения химической пассивации изделий невозможно достичь высоких качественных показателей продукции.
При ненадлежащем хранении и транспортировки изделий из нержавстали происходит загрязнение поверхностного слоя частицами свободного железа. Пренебрежение химической обработкой, свойственное Российским и Китайским производителям, имеет вот такие последствия:
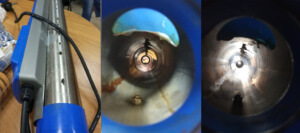
Данный пример иллюстрирует, что отсутствие химической пассивации изделия вызвало коррозию как внутри, так и на внешней стороне изделия. Коррозия выявлена еще до пуска оборудования в эксплуатацию.
Качество пассивации определяется не толщиной пассивного слоя окиси хрома (толщина его постоянна и не зависит от способа пассивации), а стабильностью пассивной пленки по всей поверхности изделия и отсутствием вкраплений инородного металла и загрязнений, приводящих в дальнейшем к коррозии.
Способов пассивации много. Один из них: обрызгивание поверхности изделия из пульверизатора различными химическими реагентами. Этот способ самый простой, но практически – самый малоэффективный, а по тому и бессмысленный. Отсутствие визуальных изменений от процесса химической пассивации вводит многих в заблуждение, что это быстрая и не затратная процедура. Но пассивацию, как и беременность — невозможно сделать чуть-чуть. Либо она есть, либо ее (пассивации) нет. Применение химических электролитов для пассивации требует соблюдения температурного режима. И хотя некоторые производители указывают возможность обработки изделий при комнатных температурах – это далеко не так и не способствует качественному проведению работ. Такой способ можно рекомендовать только для полного погружения изделия в ванну с электролитом на длительный срок. Температурный диапазон эффективной «работы» электролитов для пассивации находится в диапазоне 45-60С и то при условии постоянного протока жидкости для выноса отработанного химического шлака.
Самый удобный способ обработки – это трубы и емкости не большого объема, через которые можно организовать прокачку подогретого электролита.
Гораздо сложнее процесс пассивации крупногабаритных изделий, имеющих большие площади – емкости, сосуды, конструкции из нержавеющей стали. Это те изделия, где не возможна циркуляция электролита и невозможен контроль температурного режима. В таких случаях единственно правильное решение – обработка электрохимическим способом с помощью специального оборудования. Надо заметить, что электрохимический способ обработки, используемый во многих процессах таких как гальваника, химическое полирование, очистка дает наивысшие результаты качества.
Для проведения работ по химической пассивации изделий из нержавстали все-таки лучше воспользоваться услугами профессиональной организации, имеющей опыт работ в данной области, что в итоге приведет к безопасному, более эффективному, а самое главное качественному результату.


